| 加工定制 | 是 |
|---|---|
| 电源电压 | 380(V) |
| 功率 | 3000(W) |
| 空气源 | 0.5 |
| 吐出时间调节 | 可调(S) |
| 吐出频率 | 60(次/分) |
| 最小吐出量 | 0.1(ml) |
| 品牌 | 其他 |
| 型号 | PL-0315 |
柱塞式计量泵的特点
1、 耐磨性好。从原理上来看,齿轮泵靠齿轮的咬合出胶,柱塞泵靠柱塞的整体推进出胶,由于A胶中多少都会添加一些类似于阻燃剂、硅粉之类的固体小颗粒,因此长时间的使用,齿轮的磨损会愈发严重,一旦齿轮间产生越来越大的间隙,则胶量会越来越小,直至无法继续使用。因此齿轮泵其实更加适合于不含固体添加物的流体计量。
2、 定量精准。虽然齿轮泵和柱塞泵都是容积计量式泵,但是由于齿轮泵的逐步磨损,计量精度会逐步衰减,造成配胶比例失去控制。
3、 间断出胶和连续出胶均可调。柱塞泵是靠柱塞的纵向移动出胶,因此压力远远大过于齿轮泵的压力,而齿轮泵只适合于连续的转动,连续的泵胶,对于瞬间的点胶,由于A:B=10:1压差的原因,A/B泵瞬间同时转动的情况下,B胶迫于A胶的压力几乎不可能出来,但是柱塞泵完全没有问题,所以对于连续打点式的灌胶方式而言,柱塞泵相比齿轮泵而言有无可比拟的优势。
4、 泵体几乎免维护。齿轮泵面对固液混合物,经常会发生泵卡死的情况(大块的固体颗粒状物体卡在齿轮之间,造成齿轮抱死),所以需要拆开泵体清理,但是柱塞泵采用柱塞推进的原理工作,不会有类似的问题发生。
5、 出胶精度更高。对于小胶量的控制更是柱塞泵相对齿轮泵和螺杆泵的具有无可比拟的优势。
PL-0315基本参数(特殊技术要求需说明)
机型(双液) | PL-0315 |
吐出量范围g/次 | 2g~20/次(根据A:1.6 B:0.99得出) 可定制多头,如若使用2分支针头需除以2 在吐胶量范围内,吐胶量的大小可通过吐胶量调节器调整 吐胶速度根据吐胶工艺可通过泵吐出节流阀调节 |
吐出量精度 | ±3% |
比例调节范围(重量比)A:B | 100:12~100:28 |
比例精度 | ±2% |
吐胶速度调节方式 | 调压阀 |
原料黏度范围 | 1~100000mPa·s |
原料桶 | A:(10L---60L) SUS304 密闭式、加热、搅拌、真空脱泡、循环 B:(10L----60L) SUS304 密闭式、加热、真空脱泡、循环 加料方式:真空吸引(配备真空泵1台) A液位通过料桶附带FEP透明管观测 B液位通过料桶附带FEP透明管观测 |
计量方式 | 容积计量
A泵:因A胶中有硅粉固体添加剂所以A泵需使用SIC陶瓷泵、泵加热、泵管加热。 |
混合器 | 动态混合器是伺服马达驱动混合腔高速旋转达到混合均匀要求 瑞士静态混合器、44节保证AB混合均匀 |
清洗 | 自动清洗 |
驱动方式 | 气缸 |
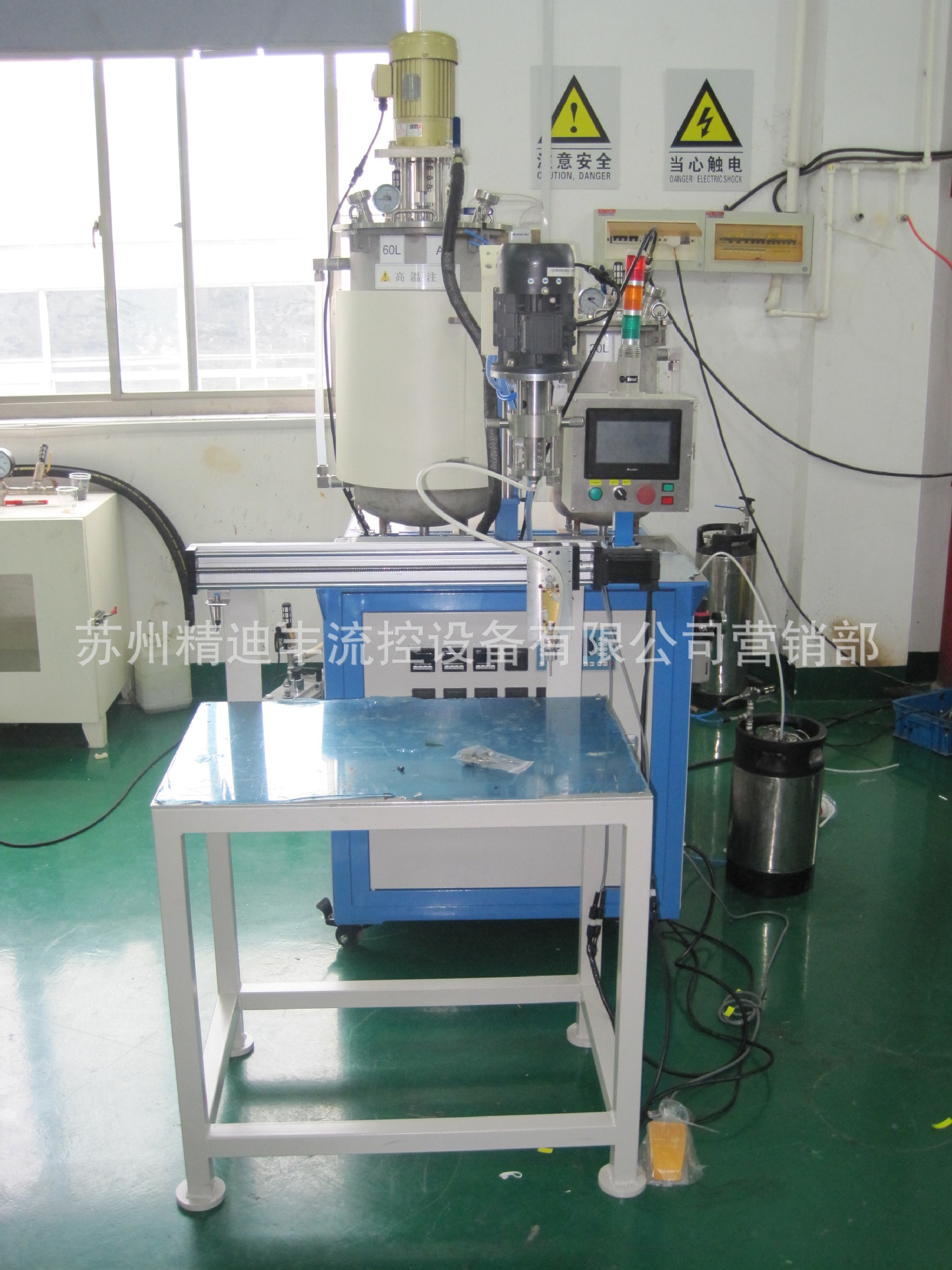
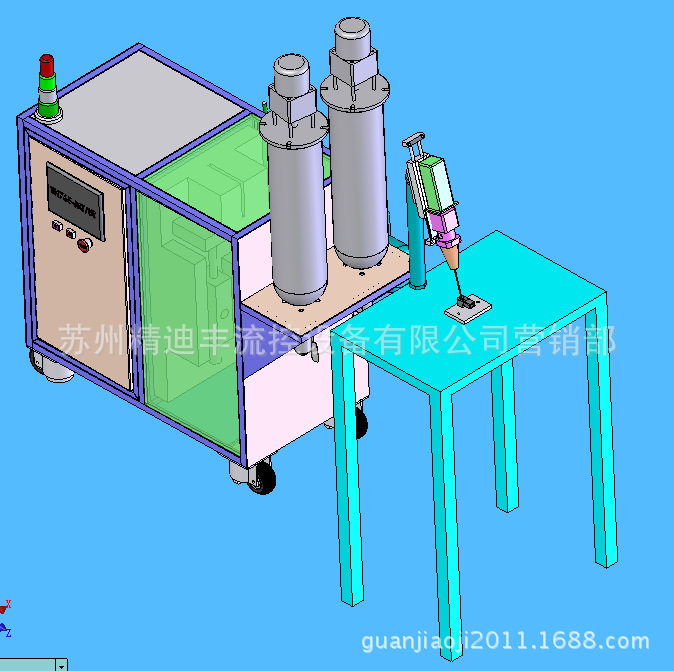
柱塞式双液灌胶机
固定比例容积计量柱塞泵,将材料按照设定比例同步输送,通过静态混合的方式将双液胶水混合,从而达到自动配比的目的。混合比例:固定选择(出厂前已设定);
2..计量型活塞泵双液灌胶机
活塞式双液点胶机,采用独创的具有完全自主知识产权的“柔性逻辑控制系统”,使双液点胶从传统的“柱塞泵双液点胶机”间断式、单向式、非线性出胶量的局限状态获得革命性的突破。通过“柔性逻辑控制系统”对双液点胶过程的控制,“逻辑活塞式双液点胶”可获得传统“活塞式双液点胶”不能达到的类似于齿轮泵双液点胶的无时间段限制的“无限长时间”点胶状态,从而实现双液点胶事业中“极小量双液线性点胶”的可能性;同时,由于该点胶方式具有无泄漏、无磨损等特性,可实现齿轮泵双液点胶机无法实现的“粉末填充双液点胶”“极小量双液线性点胶”“高黏度膏体双液点胶”、“大比例配比双液精确点胶”等要求极度苛刻的双液条件。K&D“逻辑活塞式双液点胶机”具有固定比例、可调比例两种系列产品,比例可实现100:100~100:1范围内调整。
一:比例控制
柱塞式的比例是通过计量泵控制的,计量泵有两种形式,首先是单程的。单程的计量泵活塞在计量泵的一端。机器运行过程中,液体材料从料缸输送到计量泵,当液体材料充满了计量泵之后,活塞向前推动把计量泵里面的材料通过独立的AB管道推出,流经控制阀门,同步进入混合管混合。当计量泵里面的材料被用完之后,活塞杆后退,液体材料重新填充到计量泵里面。其次是双程计量泵,活塞在计量泵的中间,工作过程基本和单程的相似,只是工作过程中计量泵总有一边进料一边出料!不管活塞走那一边始终能保持工作的持续和流畅。
二:出料量的控制
活塞在计量泵里面走动多少,那么出胶量就会相应的有多少。可以采用电子尺来监控活塞走的距离再结合计量泵的体积和材料的比重,经数据换算就可以知道出料量有多少了。当我们给系统设定了一个量,那么间接的就是设定了活塞向前走的距离。控制活塞走的距离就可以控制出胶量。
三:液体材料AB的混合
当液体材料从计量泵推出来之后会经过控制法门,然后同步进入混合管混合。混合管是内置有螺旋叶的塑料管,液体材料在管内先接触,然后分开,再混合,再分开。通过流体力学原理设计的左右螺旋叶,使得液体在管内做向前旋转的切割运动,将液体不断分细再重组。混合管设计科学,使用简便,成本低廉。
四:混合物如何灌注到产品上
这也是一个相当重要的工序,很复杂,因为不同的产品有不同的工艺要求,要视生产工艺要求而定。如果是用料量大的产品(变压器之类)可以直接让混合管的料填充到产品里面去。细小用量的还可以再混合管前面接针嘴,接软管。总之点滴的过程要视实际生产工艺而定。
五:材料的存放容器
材料主要放在我们前面提到过的不锈钢压力缸里面。因为机器的驱动力来源于气压,涉及到一个安全性问题所以用不锈钢的压力钢。最好是全不锈钢的,气密性一定要好。不锈钢压力缸要配备气压表,搅拌系统,液位警报显示系统才好。
六:生产的特殊要求
往往因为不同液体材料和生产工艺的不同要求,需要到一些特殊的要求:比如液体脱泡,加热,搅拌,干燥。
液体脱泡:目的就是把液体材料里面的气泡降低到接近0。可以外置一个真空泵(无油式真空泵噪音小)。当液体材料存放到不锈钢压力缸里面后可以用真空泵抽吸达到最佳效果。
液体加热,加热这个要求主要是针对于一些常温下粘稠度比较高流动性差的液体,还有就是天气冷的时候容易凝固的液体材料。可以在不锈钢压力缸上面加上一套发热温控系统就OK了。另外如果是特殊生产要求 还可以采用整机管道加温,加热。
液体搅拌,很多的液体材料都有填充物,容易沉淀所以就需要搅拌。搅拌一般就在不锈钢压力缸里面搅拌。搅拌功能固定在缸上面。搅拌一般有两种气动搅拌和电动搅拌.气动马达的优点是:寿命长,缺点是搅拌苏的慢。电动马达的优点是速度快,但是容易烧掉。液体材料如果是搅拌得太快的话就容易产生气泡,所以推荐使用气动马达搅拌
七:控制系统
控制系统,控制系统是机器的大脑神经中心部分,除了控制机器的运作和停止外还要很多电路气路方面的控制。当然还要负责数据的转换和显示,数据的录入,输出。采用可编程的微型电脑控制最理想。
柱塞式计量泵的特点
1、 耐磨性好。从原理上来看,齿轮泵靠齿轮的咬合出胶,柱塞泵靠柱塞的整体推进出胶,由于A胶中多少都会添加一些类似于阻燃剂、硅粉之类的固体小颗粒,因此长时间的使用,齿轮的磨损会愈发严重,一旦齿轮间产生越来越大的间隙,则胶量会越来越小,直至无法继续使用。因此齿轮泵其实更加适合于不含固体添加物的流体计量。
2、 定量精准。虽然齿轮泵和柱塞泵都是容积计量式泵,但是由于齿轮泵的逐步磨损,计量精度会逐步衰减,造成配胶比例失去控制。
3、 间断出胶和连续出胶均可调。柱塞泵是靠柱塞的纵向移动出胶,因此压力远远大过于齿轮泵的压力,而齿轮泵只适合于连续的转动,连续的泵胶,对于瞬间的点胶,由于A:B=10:1压差的原因,A/B泵瞬间同时转动的情况下,B胶迫于A胶的压力几乎不可能出来,但是柱塞泵完全没有问题,所以对于连续打点式的灌胶方式而言,柱塞泵相比齿轮泵而言有无可比拟的优势。
4、 泵体几乎免维护。齿轮泵面对固液混合物,经常会发生泵卡死的情况(大块的固体颗粒状物体卡在齿轮之间,造成齿轮抱死),所以需要拆开泵体清理,但是柱塞泵采用柱塞推进的原理工作,不会有类似的问题发生。
5、 出胶精度更高。对于小胶量的控制更是柱塞泵相对齿轮泵和螺杆泵的具有无可比拟的优势。
PL-0315基本参数(特殊技术要求需说明)
机型(双液) | PL-0315 |
吐出量范围g/次 | 2g~20/次(根据A:1.6 B:0.99得出) 可定制多头,如若使用2分支针头需除以2 在吐胶量范围内,吐胶量的大小可通过吐胶量调节器调整 吐胶速度根据吐胶工艺可通过泵吐出节流阀调节 |
吐出量精度 | ±3% |
比例调节范围(重量比)A:B | 100:12~100:28 |
比例精度 | ±2% |
吐胶速度调节方式 | 调压阀 |
原料黏度范围 | 1~100000mPa·s |
原料桶 | A:(10L---60L) SUS304 密闭式、加热、搅拌、真空脱泡、循环 B:(10L----60L) SUS304 密闭式、加热、真空脱泡、循环 加料方式:真空吸引(配备真空泵1台) A液位通过料桶附带FEP透明管观测 B液位通过料桶附带FEP透明管观测 |
计量方式 | 容积计量
A泵:因A胶中有硅粉固体添加剂所以A泵需使用SIC陶瓷泵、泵加热、泵管加热。 |
混合器 | 动态混合器是伺服马达驱动混合腔高速旋转达到混合均匀要求 瑞士静态混合器、44节保证AB混合均匀 |
清洗 | 自动清洗 |
驱动方式 | 气缸 |
柱塞式双液灌胶机
固定比例容积计量柱塞泵,将材料按照设定比例同步输送,通过静态混合的方式将双液胶水混合,从而达到自动配比的目的。混合比例:固定选择(出厂前已设定);
2..计量型活塞泵双液灌胶机
活塞式双液点胶机,采用独创的具有完全自主知识产权的“柔性逻辑控制系统”,使双液点胶从传统的“柱塞泵双液点胶机”间断式、单向式、非线性出胶量的局限状态获得革命性的突破。通过“柔性逻辑控制系统”对双液点胶过程的控制,“逻辑活塞式双液点胶”可获得传统“活塞式双液点胶”不能达到的类似于齿轮泵双液点胶的无时间段限制的“无限长时间”点胶状态,从而实现双液点胶事业中“极小量双液线性点胶”的可能性;同时,由于该点胶方式具有无泄漏、无磨损等特性,可实现齿轮泵双液点胶机无法实现的“粉末填充双液点胶”“极小量双液线性点胶”“高黏度膏体双液点胶”、“大比例配比双液精确点胶”等要求极度苛刻的双液条件。K&D“逻辑活塞式双液点胶机”具有固定比例、可调比例两种系列产品,比例可实现100:100~100:1范围内调整。
一:比例控制
柱塞式的比例是通过计量泵控制的,计量泵有两种形式,首先是单程的。单程的计量泵活塞在计量泵的一端。机器运行过程中,液体材料从料缸输送到计量泵,当液体材料充满了计量泵之后,活塞向前推动把计量泵里面的材料通过独立的AB管道推出,流经控制阀门,同步进入混合管混合。当计量泵里面的材料被用完之后,活塞杆后退,液体材料重新填充到计量泵里面。其次是双程计量泵,活塞在计量泵的中间,工作过程基本和单程的相似,只是工作过程中计量泵总有一边进料一边出料!不管活塞走那一边始终能保持工作的持续和流畅。
二:出料量的控制
活塞在计量泵里面走动多少,那么出胶量就会相应的有多少。可以采用电子尺来监控活塞走的距离再结合计量泵的体积和材料的比重,经数据换算就可以知道出料量有多少了。当我们给系统设定了一个量,那么间接的就是设定了活塞向前走的距离。控制活塞走的距离就可以控制出胶量。
三:液体材料AB的混合
当液体材料从计量泵推出来之后会经过控制法门,然后同步进入混合管混合。混合管是内置有螺旋叶的塑料管,液体材料在管内先接触,然后分开,再混合,再分开。通过流体力学原理设计的左右螺旋叶,使得液体在管内做向前旋转的切割运动,将液体不断分细再重组。混合管设计科学,使用简便,成本低廉。
四:混合物如何灌注到产品上
这也是一个相当重要的工序,很复杂,因为不同的产品有不同的工艺要求,要视生产工艺要求而定。如果是用料量大的产品(变压器之类)可以直接让混合管的料填充到产品里面去。细小用量的还可以再混合管前面接针嘴,接软管。总之点滴的过程要视实际生产工艺而定。
五:材料的存放容器
材料主要放在我们前面提到过的不锈钢压力缸里面。因为机器的驱动力来源于气压,涉及到一个安全性问题所以用不锈钢的压力钢。最好是全不锈钢的,气密性一定要好。不锈钢压力缸要配备气压表,搅拌系统,液位警报显示系统才好。
六:生产的特殊要求
往往因为不同液体材料和生产工艺的不同要求,需要到一些特殊的要求:比如液体脱泡,加热,搅拌,干燥。
液体脱泡:目的就是把液体材料里面的气泡降低到接近0。可以外置一个真空泵(无油式真空泵噪音小)。当液体材料存放到不锈钢压力缸里面后可以用真空泵抽吸达到最佳效果。
液体加热,加热这个要求主要是针对于一些常温下粘稠度比较高流动性差的液体,还有就是天气冷的时候容易凝固的液体材料。可以在不锈钢压力缸上面加上一套发热温控系统就OK了。另外如果是特殊生产要求 还可以采用整机管道加温,加热。
液体搅拌,很多的液体材料都有填充物,容易沉淀所以就需要搅拌。搅拌一般就在不锈钢压力缸里面搅拌。搅拌功能固定在缸上面。搅拌一般有两种气动搅拌和电动搅拌.气动马达的优点是:寿命长,缺点是搅拌苏的慢。电动马达的优点是速度快,但是容易烧掉。液体材料如果是搅拌得太快的话就容易产生气泡,所以推荐使用气动马达搅拌
七:控制系统
控制系统,控制系统是机器的大脑神经中心部分,除了控制机器的运作和停止外还要很多电路气路方面的控制。当然还要负责数据的转换和显示,数据的录入,输出。采用可编程的微型电脑控制最理想。