



秸秆处理选型热解气化炉具有如下特点:
(1)占地面积少:热解气化装备体积小、可采用多套或单套组合使用,选址相对容易,能够节约大量的土地资源和运输成本。
(2)运行能耗低:除*点火外,无需添加辅助燃料。
(3)减量化*:产生的废水、废渣均实现了有效处理和资源化利用。
(4)无害化处理:全封闭生产线,整个生产过程无烟尘污染、无异味扩散、无二噁英产生,基本实现*。
(5)资源化利用:热解产生的可燃气体可广泛应用于供热、供气、供电。
对比直接焚烧,热解气化工艺具有以下以下优点:
( l )热解气化过程中,废弃物中的有机物成分能转化为可燃气体等不同的可利用能量形式, 其经济性更好;
(2 )垃圾气化时空气系数较低,大大降低排烟量,提高能量利用率、降低氨氧化物的排放量, 减少烟气处理设备投资及运行费;
(3 ) 热解气化法产生的烟气中,重金属、二恶英类等污染物的含量较少, 二次污染小,污染控制问题得到简化,对环境更加安全。
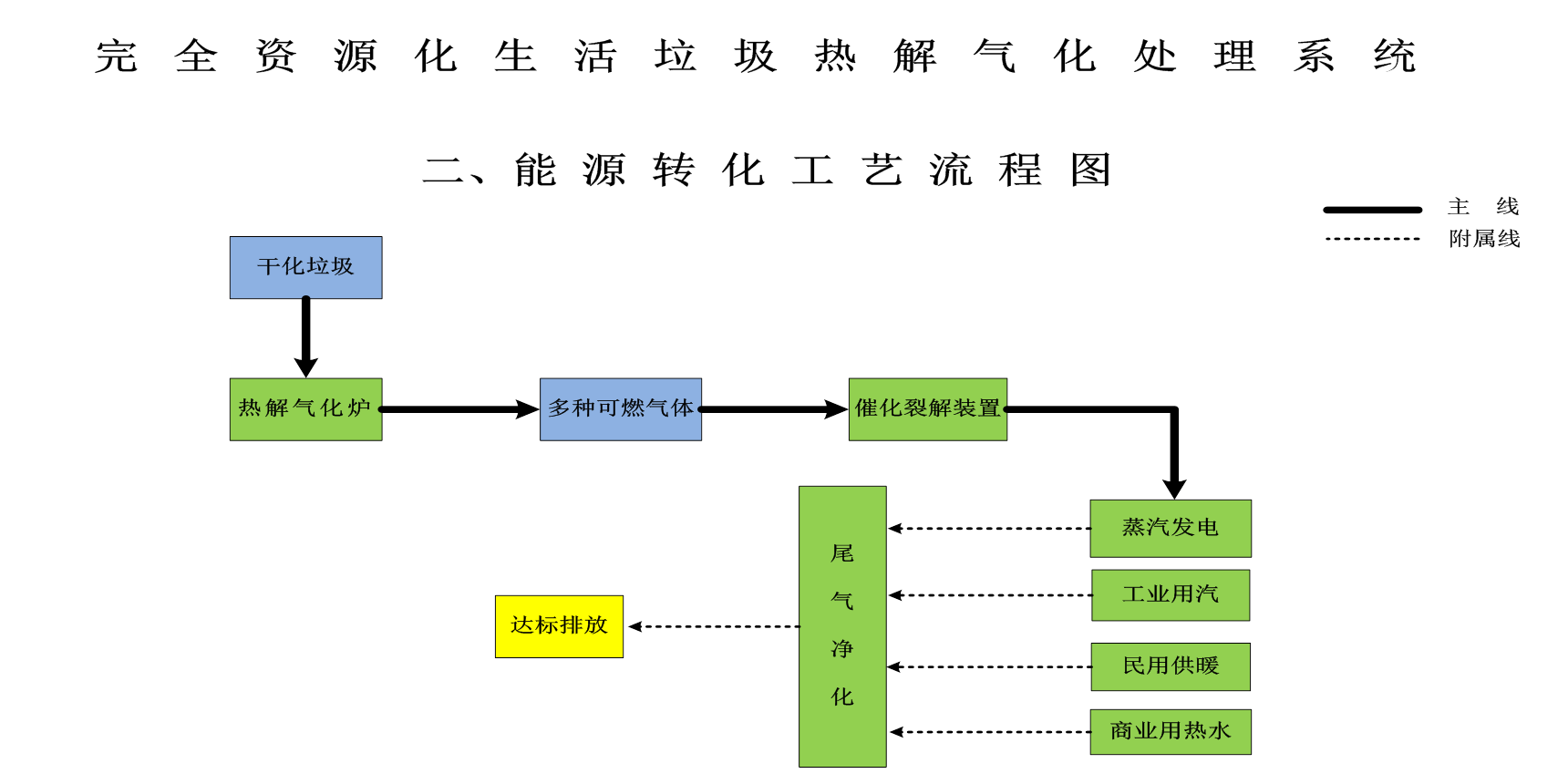
热解气化工艺能源转化流程图
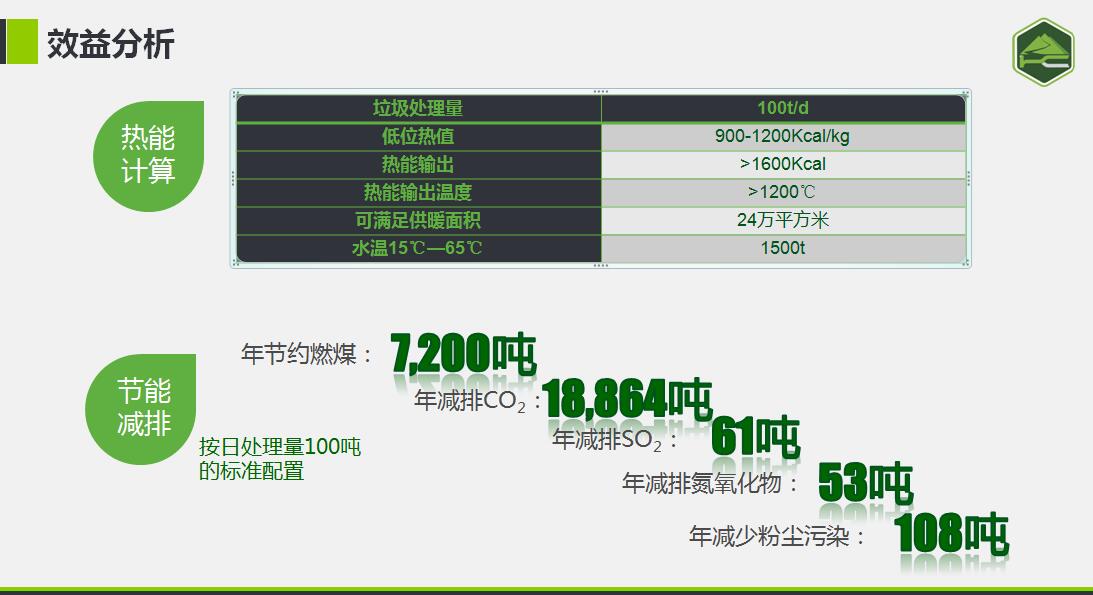
热解气化经济效益
秸秆处理选型热解气化炉采用“*资源化生活垃圾热解气化处理系统装备”,满足日处理垃圾10-500吨项目需求,实现垃圾“减量化、无害化、资源化”处理目标。是指在无氧或缺氧的条件下 , 垃圾中有机组分的大分子发生断裂,产生小分子气体、焦油和残渣的过程。垃圾热解气化技术不仅实现垃圾无害化、减量化和资源化,而且还能有效克服垃圾焚烧产生的二噁英污染问题,因而成为一种具有较大发展前景的垃圾处理技术。
热解气化可分为两个阶段:初次反应阶段初次反应阶段: 在受热条件下. 可燃固废首先发生一次裂解,析出挥发分、焦油和甲烷、氧气等气体产物。 初次反应阶段是造成初始反应失重的主要原因。二次反应阶段
二.次反应阶段: 随着温度的升高. 大分子物质再次裂解. 生J成复杂的气体及甲:皖、氧气。二次反应阶段可分为小分子物质二次反应和l大分子二次反应。小分子τ 次反应是指乙烯、乙:院等再次分解为吓I 炕、氢气等。大分子二次热解反应是指含有米环的化合物、激基化合物、氨基化合物等再次裂解 ,分解为甲烷、苯、水、碳等小分子物质的过程。随着温度的升高, 二次裂解加剧, 使得气体产量快速增加。

