



| 贮气罐容积 | 80m3 |
|---|---|
| 处理污水量 | 100T |
| 品牌 | 峻清 |
| 型号 | JQ-AO |
| 加工定制 | 是 |
峻清环保污水处理设备品种齐全,主要有A/O污水处理设备、MBR膜污水处理设备、絮凝沉淀污水处理设备、集装箱污水处理设备、智能式污水处理设备等,规格型号齐全,样式多种,可根据污水处理需求进行设计制作。





100吨/天MBR膜污水处理设备工艺说明
(1)格栅井
设置目的:
在医院污水进入调节池前设置一道格栅,用以去除污水中的软性缠绕物、较大固颗粒杂物及飘浮物,从而保护后续工作水泵使用寿命并降低系统处理工作负荷。
设置特点:
该池设计为钢结构的箱体。
(2)调节池
设置目的:
污水经格栅处理后进入调节池进行水量、水质的调节均化,保证后续生化处理系统水量、水质的均衡、稳定,污水中有机物起到一定的降解功效,提高整个系统的抗冲击性能和处理效果。
设计特点:
该池设计为钢结构的箱体。
(3)调节池提升水泵
设置目的:
调节池内设置潜污泵1台,经均量,均质的污水提升至后级处理。
(4)A级生物处理池(缺氧池)
设置目的:
将污水进一步混合,充分利用池内高效生物弹性填料作为细菌载体,靠兼氧微生物将污水中难溶解有机物转化为可溶解性有机物,将大分子有机物水解成小分子有机物,以利于后道O级生物处理池进一步氧化分解,同时通过回流的硝炭氮在硝化菌的作用下,可进行部分硝化和反硝化,去除氨氮。
设计特点:
内置高效生物弹性填料,又具有水解酸化功能,同时可调节成为O级生物氧化池,以增加生化停留时间,提高处理效率。
该池设计为钢结构的箱体。
(5)O级生物处理池(生物接触氧化池)
设置目的:
该池为本污水处理的核心部分,分二段,前一段在较高的有机负荷下,通过附着于填料上的大量不同种属的微生物群落共同参与下的生化降解和吸附作用,去除污水中的各种有机物质,使污水中的有机物含量大幅度降低。后段在有机负荷较低的情况下,通过硝化菌的作用,在氧量充足的条件下降解污水中的氨氮,同时也使污水中的COD值降低到更低的水平,使污水得以净化。
设计特点:
该池由池体、填料、布水装置和充氧曝气系统等部分组成。
该池以生物膜法为主,兼有活性污泥法的特点。
池中填料采用弹性立体组合填料,该填料具有比表面积大,使用寿命长,易挂膜耐腐蚀不结团堵塞。填料在水中自由舒展,对水中气泡作多层次切割,更相对增加了曝气效果,填料成笼式安装,拆卸、检修方便。
该池分二级,使水质降解成梯度,达到良好的处理效果,同时设计采用相应导流紊流措施,使整体设计更趋合理化。
池中曝气管路选用ABS管,耐腐蚀。曝气头选用微孔曝气头,不堵塞 ,氧利用率高。
该池设计为钢结构的箱体。
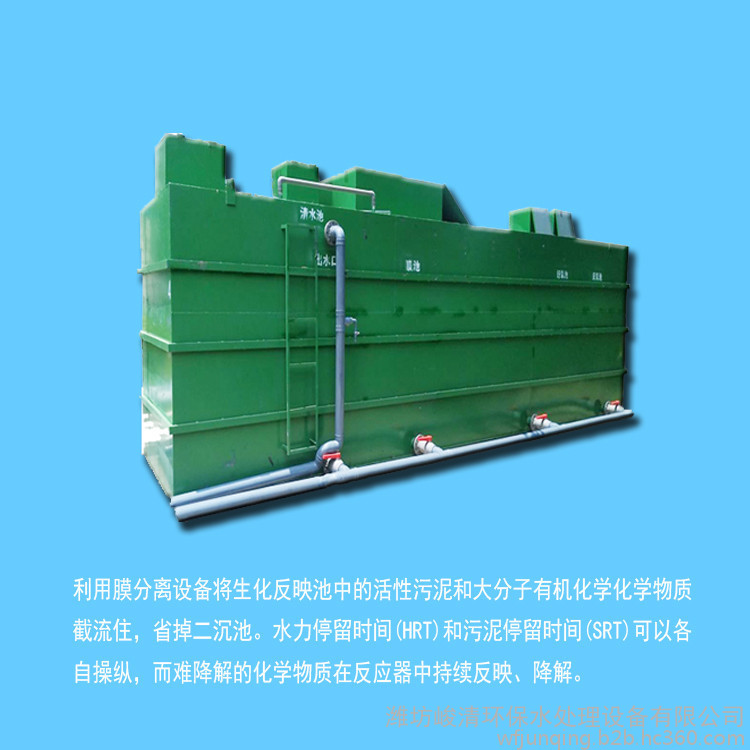
(6)MBR反应池
MBR膜生物反应池主要由膜组件和膜生物反应器两部分构成。大量的微生物(活性污泥)在生物反应器内与基质(废水中的可降解有机物等)充分接触,通过氧化分解作用进行新陈代谢以维持自身生长、繁殖,同时使有机污染物降解。膜组件通过机械筛分、截留等作用对废水和污泥混合液进行固液分离。大分子物质等被浓缩后返回生物反应器,从而避免了微生物的流失。生物处理系统和膜分离组件的有机结合,不仅提高了系统的出水水质和运行的稳定程度,还延长了难降解大分子物质在生物反应器中的水力停留时间,加强了系统对难降解物质的去除效果。出水由抽吸泵抽吸送至消毒池,消毒采用紫外线消毒,可杀死污水中的残余细菌,各项水质指标达标后由清水泵提升中水池或回用。
(7)清水消毒池
设置目的:
固液分离后的上清液自流至清水池,并进行氯消毒后方可排放。
设计特点:
该池设计为钢结构的箱体,内置消毒系统。
(8)自动控制柜
进行全自动手动自由转换控制运行。
100吨/天MBR膜污水处理设备特点
1、膜的高效拦截作用使微生物完全截流在反应器内,实现了反应器水力停留时间(HRT)和污泥龄(SRT)的完全分离,使运行控制更加灵活稳定。
2、反应器内的微生物浓度高,耐冲击负荷能力强;
3、有利于增殖缓慢的硝化细菌的截流、生长和繁殖,系统硝化效率得以提高,使MBR系统氨氮去除和脱氮功能均优于传统的生物处理的工艺;
4、污泥龄长。膜分离使污水中的大分子难降解成分,在体积有限的生物反应器内有足够的停 留时间,大大提高了难降解有机物的降解效率。反应器在高容积负荷、低污泥负荷、长泥龄下运行,可以有效减少污泥排放;
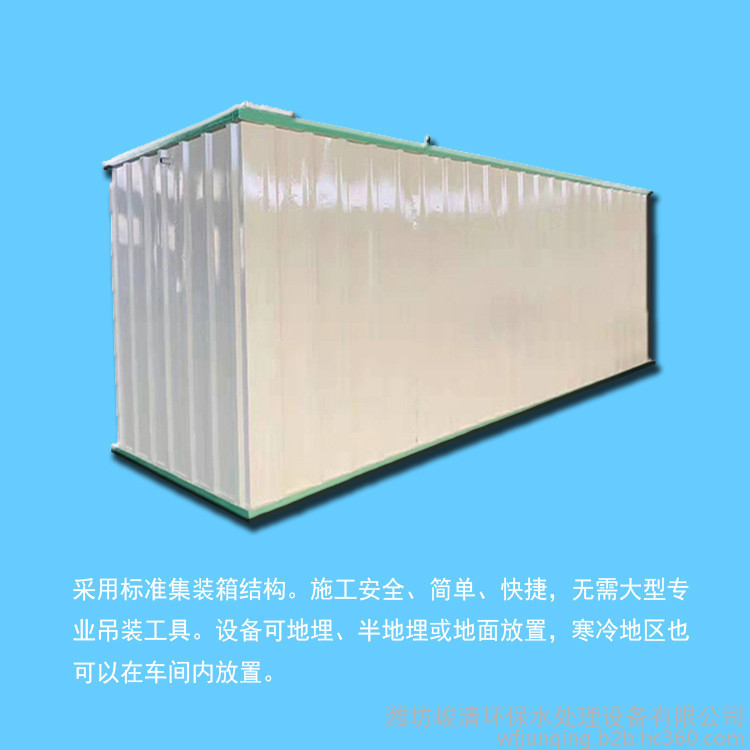
5、省去二次沉淀池,节省占地;
6、系统采用 PLC 控制,可实现全自动化控制。

