 客服热线:
客服热线:










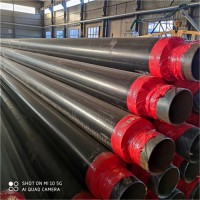
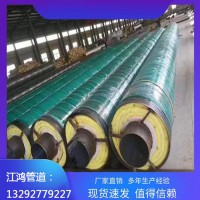




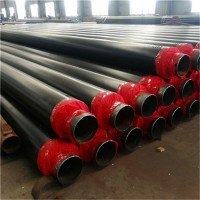




江鸿管道 PE-RT II型温泉水聚氨酯保温管 诚信商家 量大价优
| 材质 | 聚氨酯 |
|---|---|
| 产地 | 沧州 |
| 导热系数 | 0.056 |
| 等级 | A级 |
| 断裂伸长率 | 国标 |
| 抗弯强度 | 国标 |
| 抗压强度 | 国标 |
| 类别 | 保温管 |
| 外壳材质 | HDPE |
| 销售方式 | 直销 |
| 形态 | 管材 |
| 形状 | 圆形 |
| 应用范围 | 保温 |
| 主要材质 | 聚氨酯 |
| 执行质量标准 | 国标 |
| 芯材 | 聚氨酯 |
| 发货期限 | 3天 |
| 品牌 | 江鸿 |
| 型号 | 齐全 |
| 加工定制 | 是 |
| 软硬情况 | 硬质 |
温泉地热是一种极为珍贵的天然资源,温泉地处山区或郊外,再加上温泉水质含有丰富的氧离子及**根离子,对金属管道侵蚀严重,影响其使用寿命,所以,温泉管选用耐腐蚀、耐酸碱盐的pertii型保温管(温泉管道),规格型号DN15-DN500,该温泉管采用三种连接方式:热熔承插、热熔对焊,电熔连接**我们来了解下大口径DN200-DN500温泉管液压对焊连接工艺:
由于主管道DN200-DN500比较重,采用液压对焊来连接,具体操作如下:
1、打开机架,把要焊接的温泉管材、管件置于机架内,留出足够铣削和加热翻边的距离,使其处于同一水平线,机架以外的部分用支撑物托起,然后紧固
2、按有关焊接工艺要求设定加热板温度及吸热时间(T2)、冷却时间(T5)详细设定参数见下表:
3、把泄压阀和调压阀全部松开,再锁紧泄压阀,然后向前推动液压手杆,同时缓慢旋紧调压阀,当机架管材往前移动时,此时压力记录为拖动压力,
4、将铣刀至于机架,打开开关,向前推动档杆,铣削管材、管件端面,将铣刀取下后,再次合拢,确定管材处于同一水平线,然后用酒精擦拭干净。
5、将加热板设定好温度,待其温度达到后置于机架,然后合拢,压力调至规定焊接压力值,待两面管材翻边均匀,卸至吸热压力,同时按下吸热时间,在吸热过程中注意压力的变化,吸热时间到达,机器会发出报警声,应打开机架,迅速取走加热板,然后快速合拢机架,同时按下冷却时间,这里要注意的是合拢机架后手杆向前推动保持2分钟左右,是压力平稳后再松手
6、冷却时间完成,机器同样会报警,这时先把压力卸掉,然后再打开机架螺栓,焊接完成




&tel=18032729399&work=86-180-3272-9399&email=&org=沧州江鸿管道装备有限公司&adr=中国河北省沧州市城南工业开发区&url=https://www.zghbw.net/index.php?homepage=czjhgdgs)






