客服热线:
客服热线:





















宙斯泵业UHB-Z 系列耐腐耐磨脱硫循环泵
| 材质 | 钢衬超高分子量聚乙烯 |
|---|---|
| 产地 | 江苏宜兴 |
| 功率 | 0.75KW~355KW |
| 类型 | 脱硫循环泵 |
| 流量 | 10m3/h~8000m3/h |
| 排出口径 | 25mm~600mm |
| 驱动方式 | 电动 |
| 适用温度 | -20℃~90℃ |
| 吸入口径 | 32mm~800mm |
| 性能 | 耐腐耐磨 |
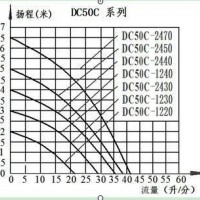
| 扬程 | 5m~30m |
| 用途 | 锅炉、窑炉烟气脱硫,环保污水、工业废气处理 |
| 原理 | 离心泵 |
| 转速 | 2900/1450/980/740/590 |
| 泵轴位置 | 卧式 |
| 叶轮数目 | 单级 |
| 叶轮结构 | 开式、闭式、半开式 |
| 叶轮吸入方式 | 单吸式 |
| 品牌 | 宙斯泵业 |
| 型号 | UHB-Z |
UHB-Z系列耐腐耐磨脱硫循环泵是一种钢衬超高分子量聚乙烯结构的料浆泵,其主要特点和优势有:
??● 极好的耐磨性 由于衬层超高分子量聚乙烯有极好的耐磨性、耐腐性和抗开裂性,因此该泵在输送脱硫循环液或其它磨蚀性料浆时,有极好的抗磨性和防腐性。经使用二年证明:输送12%含固量的湿法脱硫料浆,泵腔内衬层未见明显磨损。
??● 防腐性优良 在防腐蚀性方面有极好的抗氯离子腐蚀,与金属循环泵相比,具有独到的防腐质量优势。经百余家脱硫工程、数千台脱硫泵、多年的运行使用证明:该泵过流部件无明显腐蚀,完全能满足现有的氨、钙、镁、钠等脱硫工艺的使用要求,在输送含有氯离子的喷淋脱硫料浆时,防腐性优势更为明显。
??● 效率**,节能效果明显 比原有技术的同类衬塑或全塑循环泵的效率高10~15%,节电15~20%。本公司近年来一直致力于塑料离心泵效率提升的研究,聚焦克服传统大型塑料离心泵运行效率低的难题。原有技术塑料离心泵的效率一般只有55~60%左右(此数值为清水试验值,下同),主要原因是受制于塑料叶轮的模压成型工艺,难以制作出叶轮叶型符合高效率要求的叶轮流线形态。尤其是超高分子量聚乙烯材质的叶轮,由于材料熔指低、流动性能差而更难成型。因此,大型的衬塑离心泵一直处于效率低的水平,本公司的技术人员从叶轮、模具的结构,成型工艺等方面进行了创新、改良,取得了新突破,能制作出高效率的塑料叶轮,使钢衬超高分子量聚乙烯脱硫循环泵的效率从55~60%提升到68~75%左右,使泵的功率消耗下降了15~20%。

运行前的检查
(1) 运行前应先用手盘动联轴器,检查运转是否灵活、有无异响,有异常情况应先予以排除。
(2) 检查泵的运转方向是否与标示箭头一致。检查电机转向时,切勿联接联轴器,防止电机反转损坏叶轮和泵体。
(3) 从轴承座上的油镜孔处查看润滑油(CD40#柴机油)的位置是否在标志线附近,太多应放掉一些,太少应加上一些。
(4) 检查密封冷却水的流量与压力值(参见密封结构简图与简介部分的要求),冷却水压力太高可能会造成冷却水泄漏、影响密封的使用寿命等问题。
(5) 对吸上工况,需要将虹吸桶灌满,并确保进口管路及虹吸桶密封不漏气;池漕中液位到泵进口的垂直距离H应不超过2m(建议在1m以内,越短越好),否则可能无法吸上,并会影响泵的使用寿命。
启动(1) 打开进口阀门,使液体流进泵腔。
(2) 接通密封冷却水。
(3) 接通电源。
(4) 及时打开出口阀门(避免长时间逼压运行),并调节至额定的流量、扬程(严禁使用进口阀门调节)。
运行(1) 泵运行中如有异响或其它故障时,应立即停车检查,待故障排除后才能继续运转。
(2) 要经常检查泵和电机的温升情况。轴承的温升不应大于40℃,极限温度不大于90℃;电机的**高温升为90℃,极限温度不超过130℃。
(3) 当电机超电流时,应关小出口阀门以降低流量,防止长时间超电流运行损坏电机。
(4) 泵运行中密封冷却水不能中断;K型动力密封的陶瓷轴套,要严防升温后遇冷水,以免因温度骤降而开裂。
(5) 泵运行中要严防泵腔内缺液空运转(如池漕内液体已抽空、进口管路堵塞、低位池无法吸上等),接通冷却水的状态下空运转不得超过3分钟,否则会烧毁泵内部件。水泵空运转后严禁立即继续使用,应待泵及密封部位冷却后再使用。
(6) 泵在关闭出口阀门时的运行称为逼压运行状态,衬塑泵的逼压运行时间应尽可能减短,常温介质以不超过5分钟为限,高温介质**好不要超过2分钟。
停泵(1) 关闭出口阀门(防止出口管路液体倒流产生水锤冲击叶轮,使泵机反转造成叶轮松动)。
(2) 切断电源。
(3) 关闭进口阀门及密封冷却水。
维护(1) 定期检查轴承座内润滑油的油位,定期更换润滑油(一般六个月更换一次)。
(2) 保持泵机外部及环境的清洁,用水冲洗时,应防止电机受潮,冲洗后用布擦净泵机上的水迹。
(3) 对含固量高或容易结晶的工况,停泵前应用清水冲洗管路及泵腔,防止沉淀物或结晶造成堵塞。
(4) 低温环境下液体可能会冰冻,停车后应将泵腔内的液体放空,以防冻裂。若有结冰现象,必要时可加热水进去解冻,直到用手盘动联轴器能灵活转动后再启动泵。
(5) 长期停用的泵,除将泵内的腐蚀性液体放空外,还要用清水将泵体(尤其是密封部件)冲洗干净。**将泵进出口封闭好,妥善保管。
(6) 使用虹吸桶的工况,要定期检查虹吸桶中的存液情况,如有不足应补满。
拆装顺序 双端面集装式机械密封的拆卸顺序 (参照本说明书中泵的结构简图与密封结构简图)(1) 拆卸机封前必须将定位板复位至卡槽中并拧紧螺栓,再松开固定环,否则需要重新调校机封组合。
(2) 拧下泵盖板与泵壳之间的连接螺栓,卸下泵盖板及泵盖。
(3) 拧下泵壳与后泵盖之间的连接螺栓,以及泵壳的底脚螺栓,卸下泵壳。
(4) 用专用工具,按叶轮工作时的旋转方向拧下锁紧螺母及防转螺母等;同样方向旋下叶轮(非螺纹型叶轮直接取下)。
(5) 先拧下机封压盖下的紧固螺栓,再拧下轴承座与后泵盖之间的连接螺栓,卸下后泵盖。
(6) **将机封组合、机封垫块、密封挡环等件取出即可。
双端面集装式机械密封的安装顺序 (详细安装方法另见安装指导图册)
(1) 将机封压盖、机封组合依次套入主轴。
(2) 将机封垫块放入后泵盖(注意两侧垫床),安装后泵盖组合使之固定于轴承座上。
(3) 用螺栓连接机封压盖和后泵盖组合,并对角均匀拧紧。
(4) 压紧密封挡环,查看其与机封组合间的间隙,通过增减机封垫床保证其间隙为1mm左右。
(5) 装上叶轮,套上华司、止退圈,用专用工具拧紧防转螺母,套入锁紧螺母L垫,用专用工具拧紧锁紧螺母。
(6) 装上泵壳,与后泵盖连接紧固;安装泵盖与泵盖板并拧紧螺栓。
(7) 拧紧机封组合上的固定环、拆下定位板,安装完成。
其它
(1) Z型**密封与K型动力密封的拆装方法另见安装指导图册。
(2) 安装零配件时应注意不要遗漏垫床。
(3) 将叶轮锁紧螺母拧紧后,检查叶轮与后泵盖之间的间隙,要求在2.5mm左右。
(4) 安装好泵盖后,从泵出口处检查泵盖与叶轮之间的间隙,应保证在2.5mm左右,高温介质用泵此间隙要求在3mm左右,可通过增减泵盖垫来进行调整。



&tel=13812212896&work=86-0510-80383802&email=&org=宜兴市宙斯泵业有限公司&adr=中国江苏省无锡市宜兴市宜兴市张泽镇&url=https://www.zghbw.net/index.php?homepage=shikeman)